- 成都威諾精密機(jī)械有限公司
- CHENGDU VINO PRECISION MACHINERY CO.,LTD
在精密機(jī)械制造領(lǐng)域,非標(biāo)零件作為定制化生產(chǎn)的核心載體,廣泛應(yīng)用于航空航天、醫(yī)療器械、高端裝備等關(guān)鍵行業(yè)。與標(biāo)準(zhǔn)化零件相比,非標(biāo)零件因尺寸、形狀、功能均需貼合特定設(shè)備或場(chǎng)景需求,其加工過(guò)程更具復(fù)雜性和特殊性,對(duì)技術(shù)的要求也更為嚴(yán)苛。精密機(jī)械加工中,非標(biāo)零件的技術(shù)要求貫穿設(shè)計(jì)、選材、加工、檢測(cè)全流程,直接決定零件的裝配精度、使用性能和使用壽命,是保障整個(gè)機(jī)械設(shè)備穩(wěn)定運(yùn)行的核心前提。
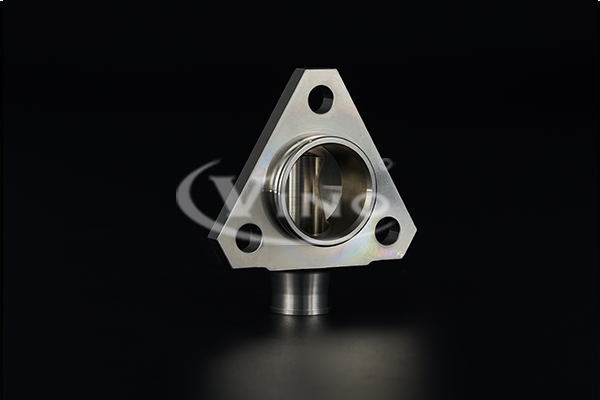
尺寸精度與形位公差是非標(biāo)零件加工最基礎(chǔ)也是最核心的技術(shù)要求。非標(biāo)零件的尺寸精度需嚴(yán)格遵循客戶設(shè)計(jì)圖紙,通常要求達(dá)到微米級(jí)甚至亞微米級(jí),遠(yuǎn)超普通零件的加工標(biāo)準(zhǔn)。例如,航空領(lǐng)域的非標(biāo)銜接件,尺寸誤差需控制在±0.005mm以內(nèi),否則會(huì)導(dǎo)致裝配間隙過(guò)大或過(guò)緊,影響設(shè)備運(yùn)行穩(wěn)定性。形位公差的控制同樣關(guān)鍵,直線度、平面度、圓跳動(dòng)、同軸度等指標(biāo)需符合ISO 2768等相關(guān)標(biāo)準(zhǔn),避免因形狀或位置偏差導(dǎo)致零件無(wú)法正常裝配或受力不均。以薄壁非標(biāo)零件為例,其平面度要求通常不超過(guò)0.03mm,若加工中出現(xiàn)變形,會(huì)直接影響后續(xù)裝配精度,甚至導(dǎo)致零件報(bào)廢。
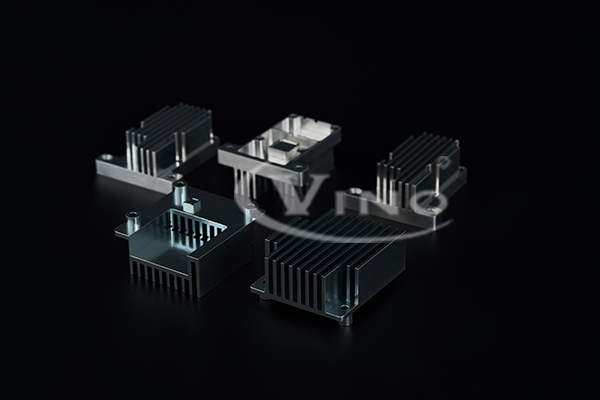
材料選擇與處理的技術(shù)要求,是確保非標(biāo)零件性能達(dá)標(biāo)、適配使用場(chǎng)景的重要保障。非標(biāo)零件的材料需根據(jù)其使用環(huán)境、受力情況和功能需求精準(zhǔn)選用,常見(jiàn)的材料包括42CrMo合金鋼、7075鋁合金、鈦合金及高溫合金等。不同材料的加工特性差異顯著,對(duì)應(yīng)的加工工藝和技術(shù)參數(shù)也需靈活調(diào)整,例如加工鈦合金等難加工材料時(shí),需選用專用涂層刀具和高壓冷卻技術(shù),優(yōu)化切削參數(shù)以避免出現(xiàn)刀具磨損過(guò)快、零件表面拉傷等問(wèn)題。同時(shí),材料的熱處理工藝也需嚴(yán)格把控,通過(guò)淬火、退火、時(shí)效處理等方式,消除材料內(nèi)部殘余應(yīng)力,提升零件的硬度、韌性和耐磨性,確保零件在長(zhǎng)期使用中不會(huì)出現(xiàn)變形、斷裂等故障。例如,某醫(yī)療CT機(jī)旋轉(zhuǎn)支架非標(biāo)零件,通過(guò)合理的熱處理工藝,使零件抗拉強(qiáng)度波動(dòng)控制在5%以內(nèi),保障了支架的承載穩(wěn)定性。
加工工藝的規(guī)范化與精細(xì)化,是實(shí)現(xiàn)非標(biāo)零件技術(shù)要求的核心路徑。非標(biāo)零件具有高度定制化、工藝復(fù)雜性高、小批量生產(chǎn)的特點(diǎn),需針對(duì)每個(gè)零件的設(shè)計(jì)特點(diǎn)制定專屬加工方案,明確加工路線、刀具選擇、切削參數(shù)等關(guān)鍵內(nèi)容。加工過(guò)程中,需遵循“基準(zhǔn)統(tǒng)一、粗精分離”的原則,先通過(guò)粗加工去除大部分余量,再進(jìn)行半精加工和精加工,避免粗加工產(chǎn)生的殘余應(yīng)力影響精加工精度。對(duì)于復(fù)雜曲面、深腔、微細(xì)特征等難加工結(jié)構(gòu),需采用五軸聯(lián)動(dòng)加工技術(shù),通過(guò)RTCP刀具中心點(diǎn)控制技術(shù),實(shí)現(xiàn)空間角度誤差≤0.005°的高精度加工。此外,裝夾定位技術(shù)也需滿足嚴(yán)苛要求,異形非標(biāo)零件需設(shè)計(jì)專用夾具,采用液壓夾具與真空吸附組合的裝夾方式,確保夾緊力均勻,重復(fù)定位精度≤0.008mm。
表面質(zhì)量與特殊處理要求,直接影響非標(biāo)零件的耐磨性、密封性和美觀度,也是精密加工中不可忽視的重要環(huán)節(jié)。非標(biāo)零件的表面粗糙度通常要求Ra≤0.8μm,部分高端應(yīng)用場(chǎng)景甚至要求Ra≤0.1μm,需通過(guò)精細(xì)磨削、拋光等工藝,去除加工表面的毛刺、劃痕和加工紋路,確保表面光滑平整。根據(jù)使用需求,部分非標(biāo)零件還需進(jìn)行特殊表面處理,如電鍍、陽(yáng)極氧化、氮化等,以提升零件的耐腐蝕性、抗氧化性和表面硬度。例如,半導(dǎo)體設(shè)備中的非標(biāo)真空腔體,需進(jìn)行特殊表面處理,確保腔體密封性達(dá)標(biāo),同時(shí)避免表面雜質(zhì)影響真空環(huán)境。
全過(guò)程檢測(cè)與質(zhì)量管控,是確保非標(biāo)零件符合技術(shù)要求的最后一道防線。檢測(cè)工作需貫穿加工全流程,包括原材料檢測(cè)、加工過(guò)程中的在線檢測(cè)和成品終檢。原材料檢測(cè)需驗(yàn)證材料的成分、硬度等指標(biāo),確保符合設(shè)計(jì)要求;在線檢測(cè)可通過(guò)機(jī)床測(cè)頭系統(tǒng),實(shí)現(xiàn)工件自動(dòng)找正和尺寸實(shí)時(shí)補(bǔ)償,補(bǔ)償精度≤0.003mm;成品終檢需采用三坐標(biāo)測(cè)量?jī)x、激光干涉儀等高精度檢測(cè)設(shè)備,對(duì)零件的尺寸、形位公差、表面質(zhì)量等進(jìn)行全面檢測(cè),生成可溯源的檢測(cè)報(bào)告。同時(shí),需建立完善的質(zhì)量管控體系,采用SPC統(tǒng)計(jì)過(guò)程控制方法,對(duì)關(guān)鍵尺寸進(jìn)行實(shí)時(shí)監(jiān)控,確保過(guò)程能力指數(shù)Cpk≥1.33,實(shí)現(xiàn)質(zhì)量問(wèn)題的提前預(yù)警和及時(shí)整改。

綜上,精密機(jī)械加工中非標(biāo)零件的技術(shù)要求是一個(gè)系統(tǒng)性、全方位的體系,涵蓋尺寸精度、材料處理、加工工藝、表面質(zhì)量和檢測(cè)管控等多個(gè)維度。隨著高端裝備制造業(yè)的快速發(fā)展,非標(biāo)零件的技術(shù)要求將不斷提高,對(duì)加工設(shè)備、工藝水平和檢測(cè)能力也提出了更高挑戰(zhàn)。只有嚴(yán)格遵循各項(xiàng)技術(shù)要求,優(yōu)化加工流程,強(qiáng)化質(zhì)量管控,才能生產(chǎn)出符合設(shè)計(jì)標(biāo)準(zhǔn)、適配使用需求的非標(biāo)零件,為高端裝備的穩(wěn)定運(yùn)行提供有力支撐,推動(dòng)精密機(jī)械制造行業(yè)向更高精度、更高質(zhì)量的方向發(fā)展。
務(wù)聯(lián)系(高經(jīng)理)")
咨詢(高經(jīng)理)")
務(wù)微信")
")
網(wǎng)站")